Freze Masasında Kenar Düzeltme (Jointing) Teknikleri ve İpuçları

Platformumuzdaki en çok okunan ve popüler makaleleri görmek için Trendler bölümüne geçebilirsiniz.
Freze masasında kenar düzeltme, marangozlukta kenarların düz ve paralel hale getirilmesi için kullanılan bir yöntemdir. Geleneksel bir düzeltici (jointer) yerine freze masası kullanmak, alan kısıtlaması veya ekipman eksikliği olan atölyeler için alternatif bir çözümdür. Ancak bu yöntemde başarılı sonuçlar elde etmek için bazı önemli teknik detaylara dikkat etmek gerekir.
Freze Masası ile Kenar Düzeltme Temel Prensipleri
Freze masasında kenar düzeltme, esasen bir jointer gibi çalışır; ancak burada kesici bıçak yerine freze ucu kullanılır ve freze masası üzerindeki çit, jointerdaki giriş ve çıkış tablalarının yerini alır. İş parçası, freze ucu boyunca çite yaslanarak geçirilir ve kenar düzeltilir.
Ayrıca Bakınız





Çit Ayarının Önemi
Çitin Yüksekliği ve Konumu: Çitin freze ucu ile olan yüksekliği ve konumu, iş parçasının kesim kalitesini doğrudan etkiler. Çitin sağ ve sol taraflarının aynı hizada olmaması, özellikle geçişin sonunda freze ucunun iş parçasını ısırmasına neden olabilir. Bu nedenle, çitin sol tarafı freze ucu ile aynı hizada, sağ tarafı ise freze ucunun derinliğinin biraz altında olacak şekilde ayarlanmalıdır.
Çitin Düzgünlüğü: Freze masası yüzeyi ve çit, pürüzsüz ve düz olmalıdır. Alüminyum yataklarda bulunan kabartmalar veya oluklar, iş parçasının düzgün hareketini engelleyerek hatalara yol açabilir.

Besleme Hızı ve İş Parçası Kontrolü
Besleme Hızı: İş parçasını freze ucuna çok hızlı beslemek, kesimde sıçramalara ve düzensiz yüzeylere neden olur. Daha yavaş ve kontrollü besleme, daha düzgün kenarlar sağlar.
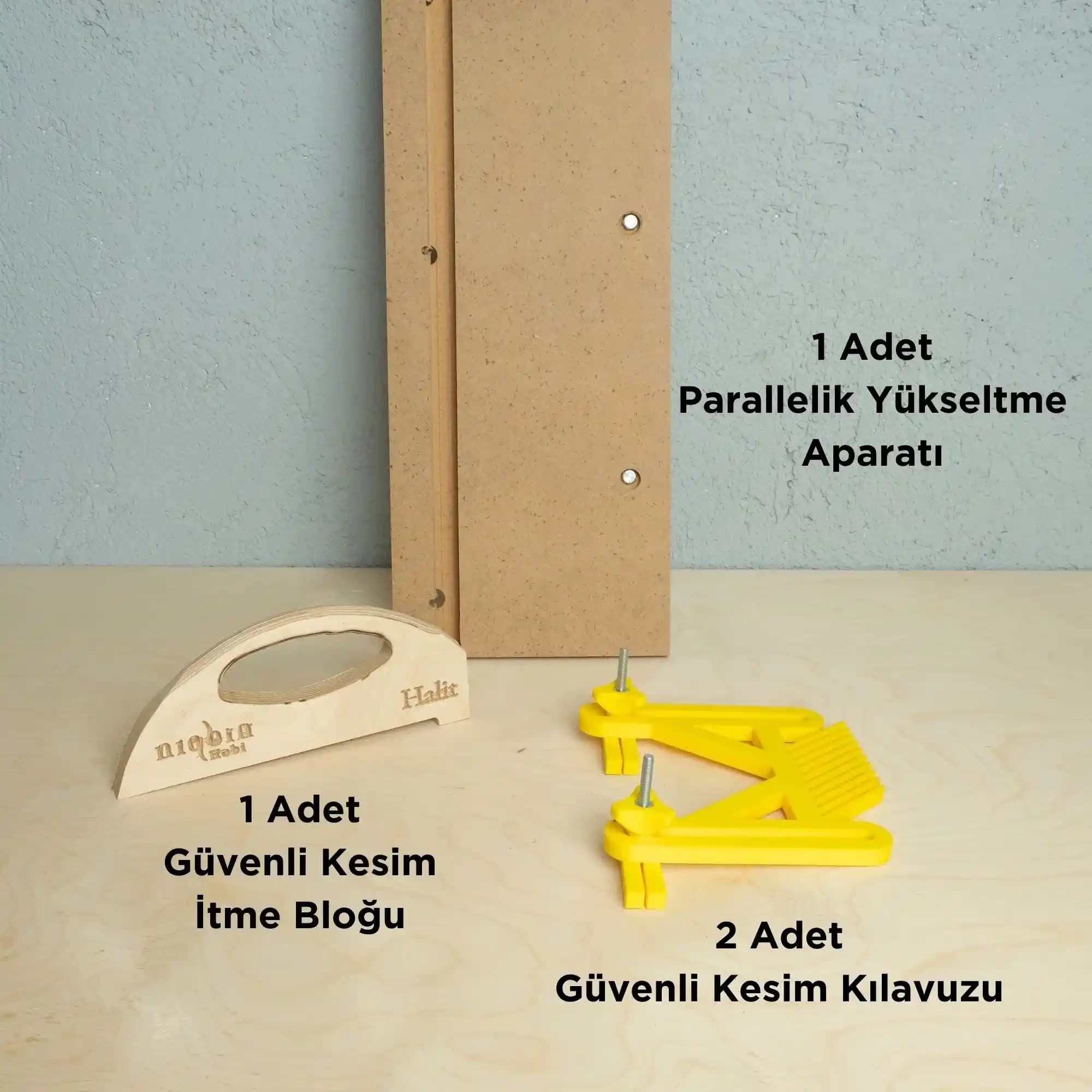
Tüy Tahtaları (Featherboards): İş parçasını çite ve masaya sürekli ve dengeli bastırmak için tüy tahtaları kullanmak önemlidir. Bu ekipmanlar, iş parçasının hareketini stabilize eder ve özellikle düğüm veya sert damarlar bulunan ahşaplarda sıçramaları azaltır.
Freze Ucu Seçimi
Uç Çapı ve Kalitesi: Daha büyük çaplı ve kaliteli freze uçları, titreşimleri azaltarak daha düzgün kesim sağlar. Ucuz ve küçük çaplı uçlar, kenarlarda dalgalanmalara neden olabilir.
Rulmanlı Uçlar: Rulmanlı freze uçları, çitin ayarlanmasını kolaylaştırır ve iş parçasının doğru konumda tutulmasına yardımcı olur.
Yaygın Problemler ve Çözümleri
Düzensiz Kesim ve "Dogleg" (Köşede Çarpıklık): Genellikle çitin yanlış ayarından veya freze ucunun çok derin ayarlanmasından kaynaklanır. Çitin sağ ve sol tarafının farklı yüksekliklerde olması bu sorunu tetikler.
Konkav veya Konveks Kenarlar: Çitin çıkış tarafının iş parçasına çok uzak veya çok yakın olması nedeniyle oluşur. Çitin çıkış tarafı, iş parçasının kesim sonrası yüzeyiyle aynı hizada olmalıdır.
Sıçrama ve Rampa Oluşumu: Ahşapta bulunan düğümler veya sert damarlar, freze ucunun sıçramasına neden olabilir. Tüy tahtalarının kullanımı ve besleme hızının azaltılması bu sorunu hafifletir.
Alternatif Yöntemler ve Ekipmanlar
Track Saw ve Planya Kombinasyonu: Bazı marangozlar, geniş iş parçalarını düzeltmek için track saw (raylı testere) ve planya kombinasyonunu tercih eder. Bu yöntem, freze masasında yaşanan bazı sorunları önler ve daha hızlı sonuç verir.
Klasik Jointer Kullanımı: Eğer alan ve bütçe uygunsa, klasik bir jointer kullanmak en kesin ve hızlı çözümdür.
Sonuç
Freze masasında kenar düzeltme, doğru ayar, uygun ekipman ve sabır gerektiren bir işlemdir. Çit ayarlarının hassas yapılması, tüy tahtalarının kullanılması ve besleme hızının kontrolü, başarılı sonuçlar için kritik öneme sahiptir. Ayrıca, freze ucu kalitesi ve uygunluğu da işin kalitesini doğrudan etkiler. Bu yöntem, özellikle küçük atölyelerde veya jointer bulunmayan durumlarda işlevsel bir alternatif olarak değerlendirilebilir.